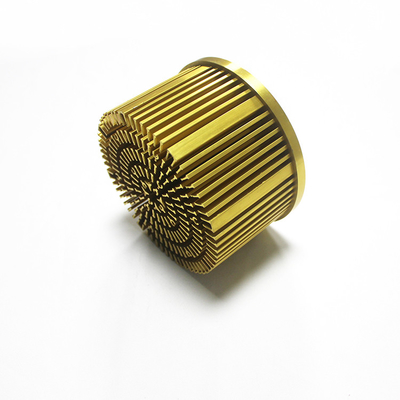
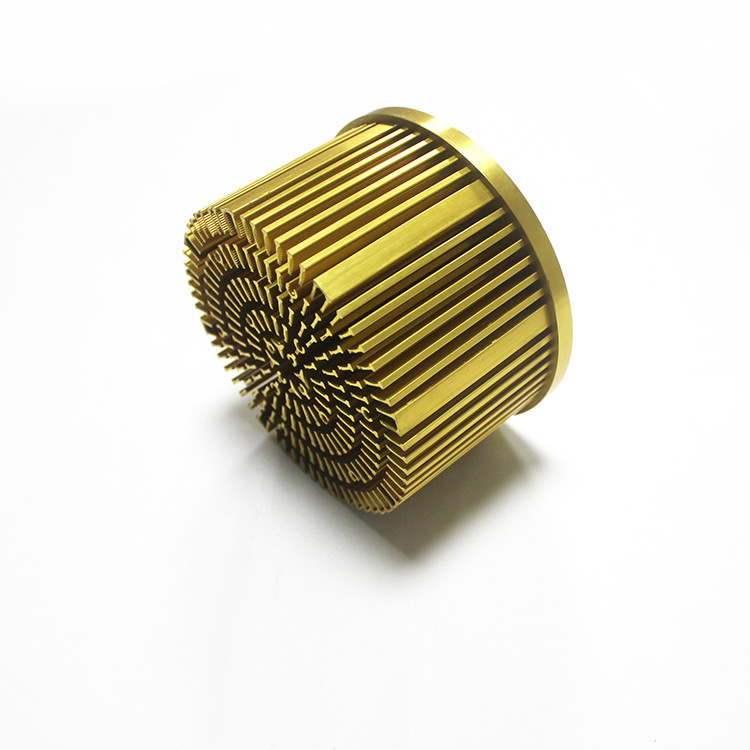
холодный выкованный теплоотвод ребра Pin 50W для СИД растет светлый теплоотвод с анодировать золотой
Спецификация холодной выкованной раковины Haet
| Сырье |
AL1070/1060 |
| Индивидуальное обслуживание |
Да, обслуживание OEM/ODM |
| Качественная система |
ISO9001: 2015 |
| Технологический прочесс |
Выкованный/вырезывание/laser/CNC/Anodizing |
| Поверхностное покрытие |
Анодируя золото |
| Пакуя путь |
Упаковка волдыря или особенная упаковка вы хотел были бы |
| Сценарий применения |
Теплоотвод радиотехнической аппаратуры |
| Запрос MOQ |
100/500/1000 |
Описание
Этот холодный выкованный теплоотвод основанный алюминиевый материал 1070 к обработке, прежде всего, мы проверяем размер сырья отлично или не, секунда это согласно чертежу, машина гидравлической прессы пользы для того чтобы сделать roughcast, треть что accroding к чертежу, используйте деревянную машину для того чтобы отрезать размер плана, вперед эта польза CNC сделать точный размер, пятая часть сделать анодировать ясный, последний шаг заклепывает, и после этого осмотр/упаковка. Первый осмотр и осмотр патруля сделаны в обработке.
Примечание
Холодный выкованный теплоотвод
Добавленное преимущество этого процесса что выкованный heatsink такого же дизайна можно изготовить с различными высотами используя только один набор ковочного штампа. При работе с высоким коэффициентом сжатия, или плотными ребрами выкованный heatsink не имеет никакой термальный интерфейс между ребрами/штырями, и основание которое обеспечит лучшее представление сравненное со штемпелевать-ребром или теплоотводами скреплять-ребра. Распределение жары можно более в дальнейшем улучшить в алюминиевых heatsinks путем врезать медные вставки в основание во время вковки. По мере того как этот процесс справедливо дорог, для небольших томов это может быть штранг-прессованием стоимости исследуя с перекрестной насечкой для произведения квадратных штырей. Для более больших томов умирает бросание хорошая альтернатива.
Fodor приобрело опыты в технологиях производства для теплоотвода наивысшей мощности холодного выкованного. Мы разрешили проблемы как низкая термальная проводимость микро-каналов заливки формы и более высоких цен для подвергать микро-каналы механической обработке. Мы уже прикладывали ковка вхолодную heatsink к охлаждая решениям включая высоковольтные инверторы, конвертеры энергии ветра, и регуляторы электрического двигателя.
1. Процесс Manufactoring: Ковка вхолодную процесс
2. Материал: AL1070
3. Поверхностное покрытие: Анодировать ясных/черных/красных/золота
4. Тип продукта: Подгонянный дизайн
5. Упаковка: коробка коробки экспорта стандартная с паллетом.
6. Применение: Индустрия/медицинское/измерение/дом
вы имеете любое дознание, пожалуйста свяжетесь мы.

1.About ковка вхолодную
Выкованный heatsink изготовлен используя изменение этого процесса вызвал ковка вхолодную. Ковка вхолодную пользы высокое давление и низкая температура обеспечить что никакие воздушные пузыри, или другие примеси не поглощены в материале. Это улучшает термальные свойства heatsink, и увеличивает плотность материала.
Выкованный heatsink изготовлен используя изменение этого процесса вызвал ковка вхолодную. Ковка вхолодную пользы высокое давление и низкая температура обеспечить что никакие воздушные пузыри, или другие примеси не поглощены в материале. Это улучшает термальные свойства heatsink, и увеличивает плотность материала. Продукты радиана термальные используют особенное открытое умирают оборудовать и интенсивное давление к производит heatsinks высокой точности с высокими коэффициентами сжатия. Выкованный heatsink типично изготовленная одна часть одновременно, и может быть можно сделать из AL 6063 или C1100. Коэффициент сжатия до 35:1 возможен, и никакой углы конусности литейной модели необходим на ребрах. Ребра могут быть круглы, эллиптически, прямы или любы комбинаци на такой же части.
2.About ковка вхолодную процесс
Ковка вхолодную использует процесс смещения для того чтобы сформировать материал в пожеланную форму. Сила сжатия сжимает металл между пуншем и умирает на комнатной температуре до тех пор пока материал не будет соответствовать контурам плашки. Ковка вхолодную методы включают свертывать, отжимать, рисовать, закручивать, возглавлять, и прессовать
преимущество 3.The ковка вхолодную теплоотвода
Холодный выкованный теплоотвод широко использован в тепловыделении ламп СИД и имеет следующие преимущества:
(1) цена ковка вхолодную умирает не высока, которая может эффектно контролировать цену;
(2) высокая производственная мощность, соответствующая для массового производства;
(3) цикл продукции прессформы относительно короток, обычно 10 до 15 дней;
(4) бывшая прессформа, представление тепловыделения ковка вхолодную heatsink последовательна с представлением тепловыделения материала, и процедуры по постпроцессирования немногие и простые.
(5) главные преимущества ковка вхолодную близкие допуски размеров, хорошее поверхностное качество финиша, и польза более недорогих материалов получить необходимую прочность твердеть работы без требования термической обработки.
поверхностная область 4.Heatsink
Увеличенная зона поверхности теплоотвода произведет более низкое термальное сопротивление и лучший компонент охлаждая, но только если пограничный слой не сформирован и, то близость ребер не запрещает подачу воздуха.
Конструируя прессованную часть, ребра необходимо сплющить так как алюминиевый сплав пройдет через инструмент без ломать его. Число ребер в штранг-прессовании ограничиваемом прочностью комплектного штампа и размера штранг-прессования. Эти ограничения будут иметь удар по поверхностной области.
Выкованные ребра требуют меньшей конусности для извлечения от инструмента, учитывая больше ребер в, который дали размер теплоотвода. Ребра теплоотвода можно также сформировать внутри к эллиптической форме если требуется.
Fodor ведущий изготовитель теплоотвода в Китае, обеспечивает теплоотводы и холодные плиты и предложить подгонянный ковка вхолодную теплоотвод и другой теплоотвод, например, алюминиевый теплоотвод профиля, skived теплоотвод, теплоотвод заливки формы, холодная плита, если вам нужен любой теплоотвод, то пожалуйста fodor контакта.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!